
Newly developed technologies for polygon shapes, shaft polygons and gripper grooves

Polygon Turning
Areas of application and use
Polygon turning is an efficient turning process for the production of non-circular geometric shapes on shaft ends. The geometric shapes that can be produced are polygonal profiles that can be generated by kinematic coupling and the superimposition of linear movements between the workpiece and the tool. It is possible to produce profiles with axially constant profile and also with axially variable profile such as conical polygons.
The process makes it possible to produce shaft-hub connections (WNV) which, in addition to a frictional connection (interference fit), also have a form fit (polygon with n drivers) and thus have an increase in transmission capability or higher safety compared to conventional WNV.

It is an efficient machining process because:
- it is based on a turning process and therefore has a low machining time,
- the cutting edge is always engaged on the polygonal contour,
- it achieves precise contours and high surface qualities,
- it can produce polygonal contours inside hollow shafts as well as on the outside,
- it can be applied to hardened and unhardened components,
- the process can be used to produce low-notch profiles, and form elements such as notch radii can be reproduced in a targeted and contour-true manner,
- WNV has an increased torque transmission capability due to the superimposed form fit.

Special Application of Polygonal Turning
Areas of application and use
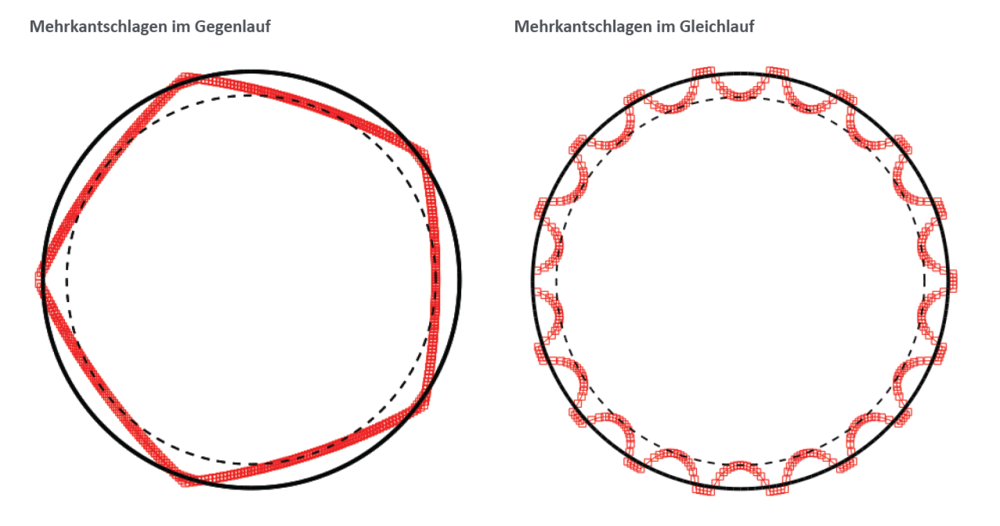
The special Application of the Polygon Turning is characterized by the setting of a speed transmission ratio between the tool and the workpiece, with both rotating in such a way that counter-rotation is generated at the point of cutting engagement. However, synchronization is also possible, in which other, sometimes more unfavorable cutting conditions are present. If the transmission ratio is chosen appropriately, polygons with n corners can be generated.
can be generated. Other influencing variables are the tool radius and the minimum diameter to be produced (width across flats SW in the literature), which affect the size and shape of the polygon. The polygon hammering process is currently only used for the production of wrench flats and is not used for other applications. This opens up new areas of application for the process, such as on convex polygons (polygonal hammering in up-cut) and notched (mating) gears (polygonal hammering in up-cut). By choosing a suitable gear ratio, it is possible to place several cutting edges on the tool, which increases productivity in terms of the tooth feed to be used.
tooth feed to be used. The tools intended for the process are not available on the market, since the tools offered are used for the production of wrench flats and therefore have an insufficient clearance angle reserve. The necessary tools are derived from the contour to be produced, which are ideally matched to the process and the material.
Added value of the process
- Productivity through the use of special tools (short production time with high chip volume)
- Polygonal hobbing for the production of shank polygons and gripper grooves and not for the production of wrench flats, since a contour (V-shape as gripper groove, taper with undercut on the shank) is still machined here
- Polygonal hammering for the production of e.g. plug-in splines, polygons for the superimposition of force and form fit (seat for sheet metal packages of motor shafts)
- Special tools are adapted to contour
- Use of low-cost standard indexable inserts in the tools à tool design + process design = technology package
- Integration of polygonal hammering without additional machine expenditure = integration in a standard lathe
- with turret possible, but also in a turning-milling machining center
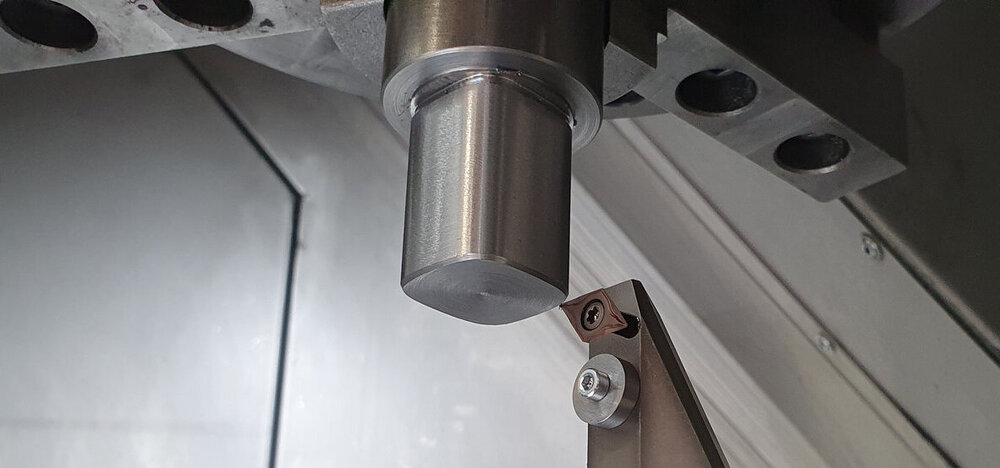
Mode of operation
The special application of polygon turning allows cutting speeds of >250m/min to be easily achieved while maintaining a high feed rate of usually fz=0.1mm/rev. The linear axes of the WZM can be used to map polygonal features such as undercuts, chamfers and tapers.