NEW WAYS TO USE TRIED-AND-TESTED TOOLS
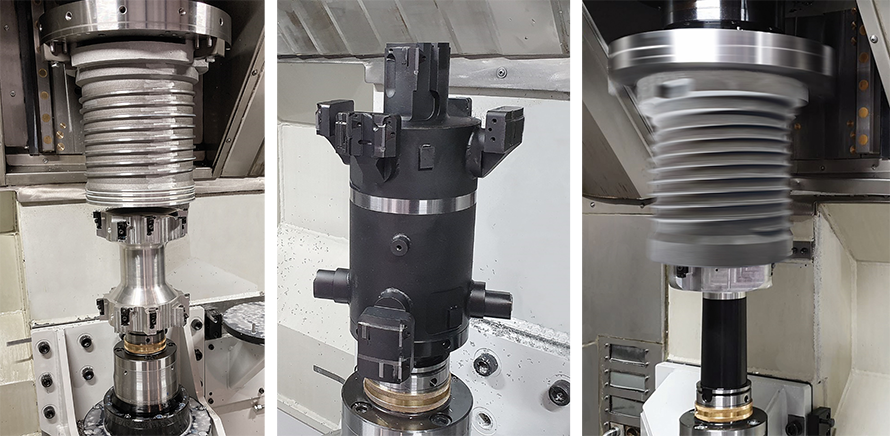
The first station turns the process previously used by MAPAL on its head. Instead of roughing the part with a rotating tool, the tool sits still in the machine, and it’s the workpiece coming from above that turns. As MAPAL’s tool is equipped with four blades, unlike a conventional turning tool, only around a quarter of the time is needed to completely pre-rough the various inner diameters on the part.
In the second machining step, a bell-shaped tool developed by NILES-SIMMONS is used for the outer contour, while a MAPAL ISO boring tool is used for semi-finishing the inner diameter. The inside and outside of the workpiece are machined at the same time. “What’s special is that a stationary, vertical external machining tool is placed to the spindle housing. The spindle drives the internal machining tool,” says Daniel Pilz, describing the setup. The workpiece dips into the annular gap formed by these two tools. All diameters are produced with one single feed movement – for this specific part, this amounts to three inner and three outer diameters. Four blades are used for each diameter. “As well as being able to machine the inside and outside simultaneously, altogether we take just an eighth of the time we would need for conventional turning,” says Pilz. Other benefits include the following:
• Due to the counteracting cutting forces of the internal and external machining, a lower torque must be maintained on the workpiece clamping device
• Vibrations in the thin-walled part during machining are absorbed by the simultaneous cutting action of the inserts on the inside and outside.
In this test, simultaneous internal and external machining took place with a cutting speed of 700 m/min. Machining using the sandwich method with the workpiece in the middle ensures that the part is stabilised during machining, as the inserts are cutting on both sides at the same time and thus guiding the part. Complex clamping technology with vibration dampening is not required, which has a noticeable impact on costs. While industry already uses MAPAL’s tool on horizontal machining centres for the internal machining of stator housings, the bell-shaped external tool from NILES-SIMMONS was newly developed and a patent was filed for the innovative process.
The subsequent fine machining process uses an already tried-and-tested MAPAL fine boring tool with guide pads, which is ultimately used to fully finish the centre bore for the stator bearing, including all stages. MAPAL produces the fine boring tool used in various designs. A welded design with blades and guide pads made from PCD was used for the tests in Chemnitz. The diameter can be adjusted in the μm range.